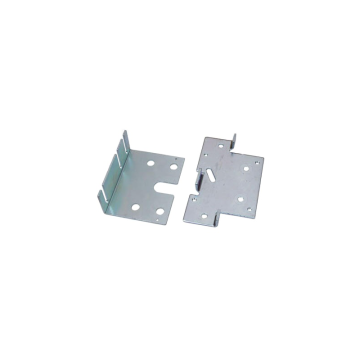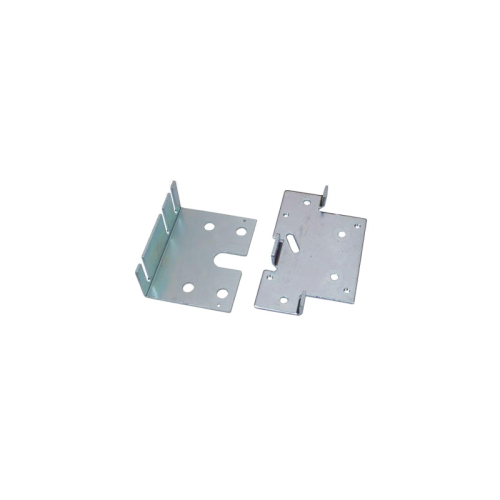




Custom Bending Stamping Aluinum
-
$10.00≥1 Piece/Pieces
- Min. Order:
- 1 Piece/Pieces
- Min. Order:
- 1 Piece/Pieces
- Transportation:
- Ocean, Land, Air, Express
- Port:
- guangdong, shenzhen
Your message must be between 20 to 2000 characters
Contact Now| Place of Origin: | Guangdong |
|---|---|
| Productivity: | 1000 |
| Supply Ability: | 10000 |
| Payment Type: | L/C,T/T,D/P,D/A,Paypal |
| Incoterm: | FOB,CIF,CFR,EXW,FAS,FCA,CPT,DEQ,CIP,DDP |
| Transportation: | Ocean,Land,Air,Express |
| Port: | guangdong,shenzhen |
Sheet metal bending processing common problems and treatment methods
In the bending process of sheet metal processing, many problems are often encountered. Understanding these common problems and their solutions can provide solutions for the problems encountered in the subsequent bending, so as to achieve the purpose of fast and efficient production.
Common problems and solutions
Problem point: After the sheet metal is bent, the workpiece is deformed at the bending place
Cause: The deformation is mainly due to the fast bending speed, and the hand did not keep up with the bending speed of the workpiece
Solution: Reduce the bending speed of sheet metal, hand, and workpiece at the same time
Problem point: Bending a long workpiece, there will be a large Angle, a small
This situation is generally caused by the following circumstances:
(1) Sheet metal material thickness is not consistent, one end is thick and the other is thin
(2) Uneven wear of the sheet metal die and different heights at both ends
(3) The middle block is unbalanced and not at the same level
The solution:
(1) Feedback to the laser or NCT, let it pay attention to material selection
(2) Change the tool die
(3) Adjust the middle block
Problem point: When bending Z-fold, some workpieces will be deformed.
Cause: This situation is mainly due to C for the post-regulation positioning, bending B, the workpiece bending upward movement, hit the post-regulation, by the post-regulation squeezed. After bending and forming, D will be squeezed and deformed
Solution: After the use of regulation after the pull function
Problem points: The sheet metal bending size is small, and difficult to locate, and the upper die is easy to press on the rear gauge
Cause: Because t=0.8, according to the selection principle of the lower mold,v=5×0.8=4mm. The distance between the center of 4v and the edge is 3.5mm, while the size within 2.9mm is 2.9-0.8=2.1mm. The bending size is within the distance between the center line of v and the edge, which cannot be located during formal installation
Using the lower die, the upper die will be pressed after the regulation, positive and negative installation is not feasible, want to think of other methods
Solution: The lower die can be reversed, after the regulation before adding a gasket (not more than 3t), so as to make the back after the regulation, avoid the upper die, if the other end of the size ≧3, also can use the other end of the position, the lower die reverse.
Product Details:








Related Keywords