


O2/ N2 Liquid and Gas ASU Production Plant
- Transportation:
- Ocean, Land, Air
Your message must be between 20 to 2000 characters
Contact Now| Payment Type: | T/T |
|---|---|
| Incoterm: | FOB |
| Transportation: | Ocean,Land,Air |
Product Description
Small Liquid Nitrogen Generator
Capacity: 3L/H 50L/H 80L/H 200L/H 5tpd 10tpd 20tpd 50tpd, etc.
The air separation plants is a set of deep-freezing method to extract liquid oxygen/nitrogen from the air. The process adopts the deep freezing circulation principle of the low pressure turbine expander to make the air into a liquid state. Then, according to the boiling point of liquid oxygen and nitrogen, the air is rectified in the fractionator to obtain more than 99.6% oxygen and 99.99% nitrogen.
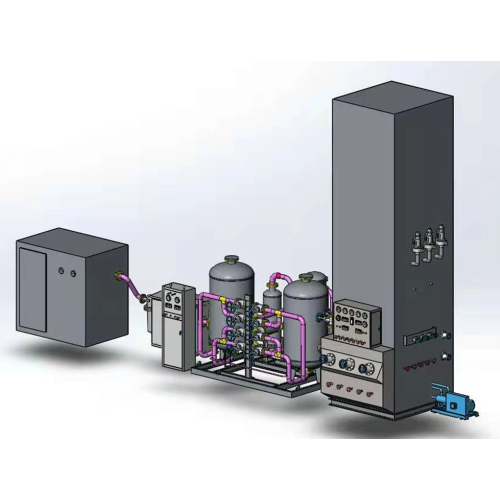
Process Description
The air passes through the air filter, compresses and cools, and then enters the purifier to remove impurities such as water, carbon dioxide, and acetylene in the air. The raw material air adsorbed by molecular sieve is pressurized by the supercharger all the way, and the cooler enters the main heat exchanger after cooling. Part of the gas is extracted from the middle of the main heat exchanger and enters the expander. After the other air enters the main heat exchanger, it is cooled to the saturation temperature by the reflux gas and enters the lower tower with a small amount of liquid. After the air is preliminarily rectified in the lower tower, about 36%~38% oxygen-enriched liquid air is obtained in the lower tower, and liquid nitrogen is obtained at the top of the lower tower. On the upper tower, after further rectification in the upper tower, oxygen with a purity of 99.6% is obtained at the bottom of the upper tower. The oxygen of this product is reheated by the main heat exchanger and then exits the cold box, enters the oxygen compressor for pressurization, and is sent to the user. Nitrogen gas of ≤10PPmO2 is obtained from the top of the upper tower, which is reheated by the cooler and the main heat exchanger, and then exits the cold box, enters the nitrogen compressor for pressurization, and is sent to the user. Sewage nitrogen is drawn from the top of the upper tower, reheated by the cooler and the main heat exchanger, and then discharged from the cold box. After being heated by the regeneration heater, it is used as the molecular sieve regeneration gas.


Cryogenic Oxygen Air Separation Plant(KDO)
Name
Oxygen
Pressure
20MPaG(adjustable)
Purity
≥99.6%
Operation Cycle
12months
Start time
~24hours
Single column, internal compression process
Cryogenic Air Separation Oxygen and Nitrogen Plant(KDON)
Name
Oxygen&Nitrogen gas
Pressure
20MpaG(adjustable)
Oxygen purity
≥99.6%
Nitrogen purity
≥99.99%
Start pressure
1.0MPaG
Double column, external compression process
Model
Unit
KPDON
-50-50
KPDON
-80-160
KPDON
-180-300
KPDON
-260-500
KPDON
-350-700
KPDON
-550-1000
KPDON
-750-1500
KPDONAR
-1200-3000-30Y
Oxygen production
Nm³/h
50
80
180
260
350
550
750
1200
Oxygen purity
%O₂
≥99.6
≥99.6
≥99.6
≥99.6
≥99.6
≥99.6
≥99.6
≥99.6
Nitrogen production
Nm³/h
50
160
300
500
700
1000
1500
2000
Nitrogen purity
PpmO₂
≤10
≤10
≤10
≤10
≤10
≤10
≤10
≤5
Liquid argon production
Nm³/h
-
-
-
-
-
-
-
30
Liquid argon purity
PpmO₂
+Ppmn₂
-
-
-
-
-
-
-
≤1.5PpmO₂+3PpmN₂
Liquid argon pressure
Mpa.A
-
-
-
-
-
-
-
0.2
Unit consumption
Kwh/Nm³O₂
≤1.3
≤0.85
≤0.68
≤0.68
≤0.65
≤0.65
≤0.63
≤0.55
Device occupied area
m²
145
150
160
180
250
420
450
800
Main Equipment of Cryogenic Air Separation Plant:



Special Features of ASU Plant:
- A few of the latest technological features incorporated into the Oxygen & Nitrogen plants are listed below.
- Purity of Oxygen produced from all plants is minimum 99.7% and Nitrogen Purity can be available up to 1-10 PPM (Depending upon requirement of the customer).
- All plants use "Oil free" rotary screw /centrifugal oil compressor working between 6-13 BAR.
- All plants incorporate Aluminum Brazed exchangers and packed columns for high efficiency.
- Turbo expanders (GAS Bearing) for trouble free operation.
- All plants can supplied with automatic PLC control.
- Engineering support along with complete quality control is provided by our company.
- We provide qualified engineers for Supervision, Installation and start up of all our plants as well as training of manpower at customers' site.
- Very low power consumption with proven performance and virtually easy maintenance required for the machines.
- 100% reliability for oxygen gas quality for industrial & hospital use.
Product Advantages
1. The compact and modular design of all systems ensures easy transportation and cheaper installation, fast project delivery time seamlessly connects with the customer team, minimizes project costs and optimizes project schedules.
2. Fully automated system for simple and reliable operation.
3. Guaranteed availablity of high-purity industrial gases.
4. Guaranteed by the availability of product in liquid phase to be stored for use during any maintenance operations.
5. Low energy consumption, simple installation and maintenance
6. Short time delivery, seamless operation with one team together with the clients to minimize project cost and optimize the proposal.
Whether you are producing steel or nonferrous metals, traditional petrochemicals, or running the most advanced gasification or oxy-fuel process for your clean energy application, your air separation plant plays a significant role in your operations. Our company has the technology, experience, and resources necessary to design, engineer, construct, and operate a cost-effective gas supply system for your specific application.
Related Keywords
-

Hydrogen electrolysis machine pem hydrogen generator

Alkaline hydrogen generator / water electrolyzer

PEM hydrogen generator hydrogen electricity production

Hydrogen power station hydrogen power systems manufacturing unit
Hydrogen purification Sensor hydrogen
Related ProductsProduct Categories-
Air Separation Plants(33)
-
Liquid Oxygen / Nitrogen Plant(75)
-
PSA Oxygen/Nitrogen Generator(251)
-
Medical (gas) Oxygen Plant(11)
-
VPSA Oxygen / Nitrogen Generator(5)
-
PSA Nitrogen & Liquid Nitrogen Plant(18)
-
Hydrogen Equipment & LNG(19)
-
Gas Cylinder(15)
-
SMT Cleaning Machine(74)
-
Carbon Dioxide Equipment(1)




